
The world relies on the smooth and efficient operation of countless systems, and at the heart of many of these lie valves. A valve factory isn’t just a place where metal is shaped; it’s a critical link in supply chains spanning energy, water treatment, manufacturing, and beyond. The demand for reliable valves is constantly growing, driven by infrastructure development, stricter safety regulations, and the need for optimized resource management. It’s a global business, impacting everything from the smallest residential plumbing to the largest industrial complexes.
We’re not talking about just turning things on and off here. Modern valve technology is about precision control, preventing leaks, and ensuring longevity in harsh environments. Failures aren't just inconvenient; they can be catastrophic, leading to environmental damage, production downtime, and even safety hazards. That’s why the quality coming out of a valve factory matters, and the scrutiny is intense. I've spent enough time on rigs and in plants to know the cost of a bad valve is far more than just the replacement price.
From the oil fields of Texas to the water treatment plants in Singapore, the need for dependable valves is constant. And increasingly, it's about finding the balance between performance, cost, and sustainability. This isn’t just a technical issue; it’s about building trust and responsibility into every component. The efficiency of a valve factory directly influences the efficiency of the systems they serve.
The Global Importance of valve factory
The importance of a reliable valve factory can't be overstated. According to the World Bank, infrastructure investment is crucial for sustainable development, and valves are fundamental components in water distribution, energy pipelines, and countless other critical systems. The ISO 9001 standard for quality management is almost a prerequisite for any serious player in this field. It’s not just about economies of scale; it’s about maintaining consistent quality across globally distributed operations.
A major challenge globally is aging infrastructure. Take the United States, for instance. The American Society of Civil Engineers consistently gives the nation’s infrastructure a ‘C-’ grade, and much of the problem comes down to aging pipes and valves. This creates increased risk of water main breaks, energy outages, and environmental contamination. A robust valve factory plays a vital role in supplying the replacements and upgrades needed to address these issues.
FAQS
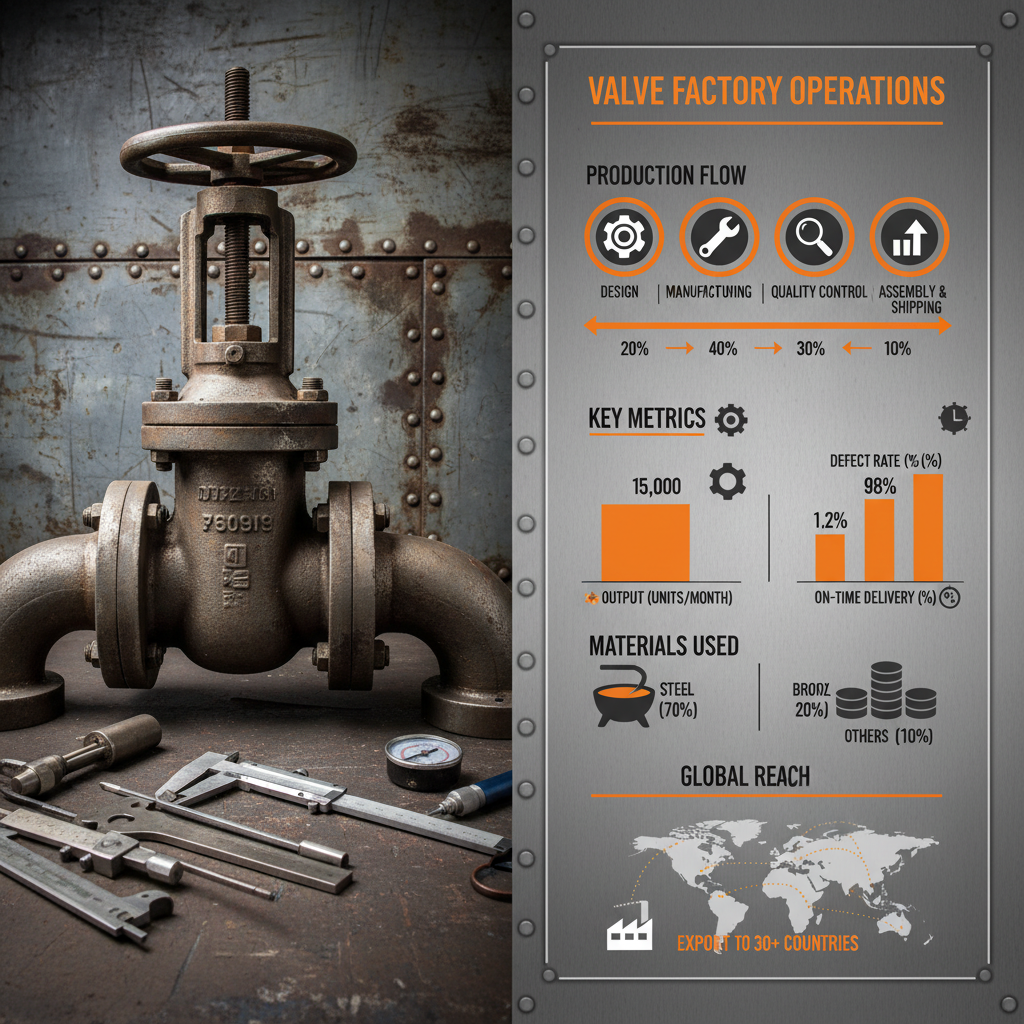
Valve manufacturing utilizes a diverse range of materials, dictated by the application’s requirements. Common choices include various grades of stainless steel for corrosion resistance, carbon steel for strength and cost-effectiveness, brass for potable water systems, and specialized polymers like PTFE for seals and linings. Material selection is key to ensuring longevity and reliability in specific environments. We also see increasing use of duplex stainless steels for highly corrosive applications. It's not just about the base material, but the coatings and treatments applied to enhance performance.
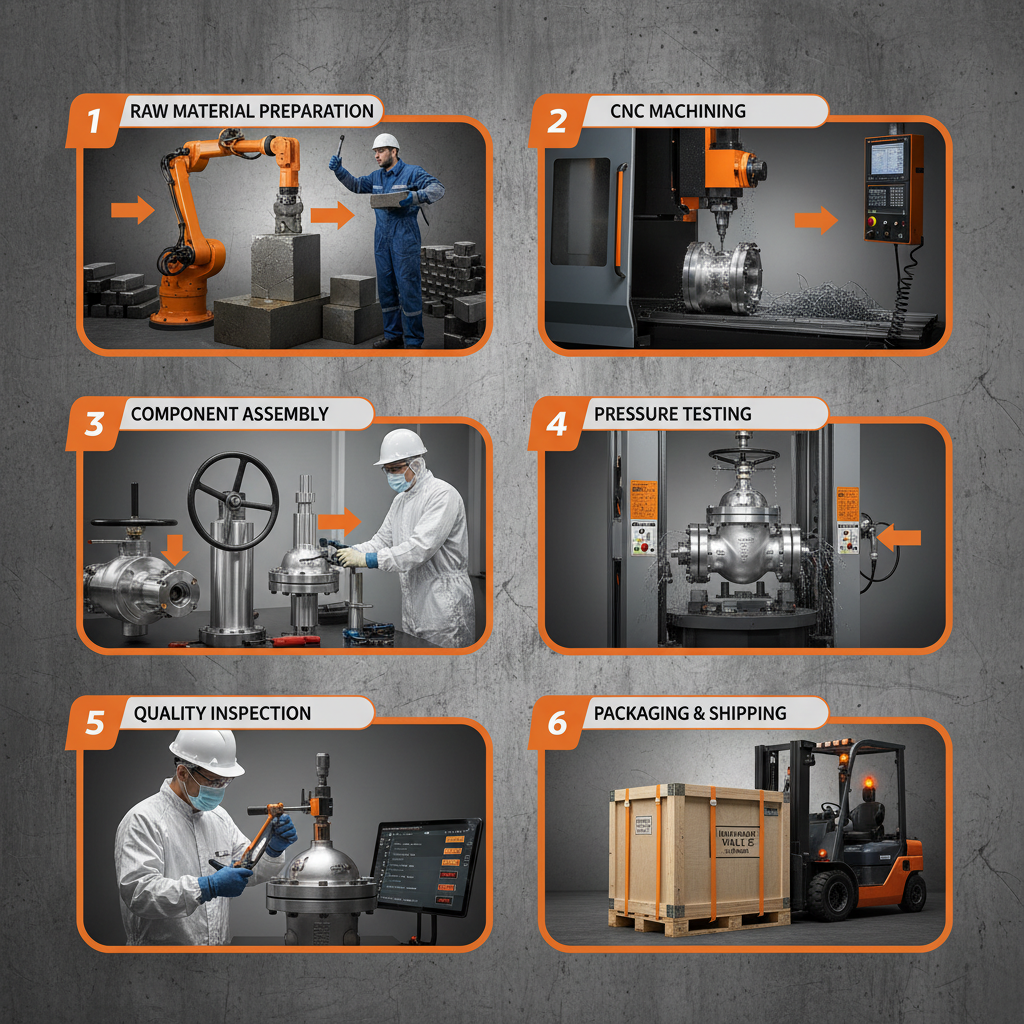
It's absolutely critical. Valves are often used in high-pressure, high-temperature, or hazardous environments, so failures can have serious consequences. Comprehensive testing – including hydrostatic testing, pneumatic testing, and non-destructive examination – is essential to verify that valves meet specified performance criteria. Quality control protocols must be in place at every stage of the manufacturing process, from raw material inspection to final assembly and testing. A reputable valve factory will have detailed documentation and traceability for every valve produced.
Valve actuators are the mechanisms that automate valve operation. Common types include pneumatic actuators (using compressed air), electric actuators (using electric motors), and hydraulic actuators (using fluid pressure). Each type has its advantages and disadvantages in terms of speed, force, and control. Pneumatic actuators are often used for fast-acting applications, while electric actuators are preferred for precise control. Hydraulic actuators are suitable for high-force applications. Selection depends on the specific requirements of the application.
Lead times for custom valve orders can vary significantly depending on the complexity of the design, the materials required, and the current production schedule. Generally, expect a lead time of 6-12 weeks for moderately complex custom valves. Highly specialized or large-volume orders may require longer lead times. Providing detailed specifications and working closely with the valve factory from the outset can help minimize lead times and ensure a smooth ordering process.
Determining the correct valve size is crucial for optimal performance. It involves considering factors such as the flow rate, the pressure drop, and the fluid properties. Consulting with a valve specialist is highly recommended. They can help you calculate the required valve size based on your specific application requirements. Undersized valves can cause excessive pressure drop and reduced flow, while oversized valves can lead to cavitation and damage.
Specialized coatings can significantly enhance valve performance and longevity, particularly in harsh environments. For example, PTFE coatings provide excellent chemical resistance, while ceramic coatings offer enhanced wear resistance. Coatings can also reduce friction, prevent corrosion, and improve the valve's ability to handle abrasive fluids. Investing in a valve with the appropriate coating can substantially reduce maintenance costs and extend its service life. A quality valve factory can advise on the best coating for your needs.
Conclusion
In conclusion, a dependable valve factory is the backbone of countless industries, providing the critical components that keep essential systems running smoothly. From ensuring water quality and energy efficiency to maintaining the safety of industrial processes, the impact of quality valves is far-reaching. Investing in robust, reliable valves is not just a cost-effective measure; it’s a commitment to sustainability, safety, and long-term operational success.
Looking ahead, the future of valve manufacturing will be shaped by innovation in materials, automation, and data analytics. Smart valves and additive manufacturing techniques will enable greater customization and efficiency. By partnering with a forward-thinking valve factory, companies can stay ahead of the curve and ensure they have access to the latest advancements in valve technology. Visit our website at www.strmachinerys.com to learn more about our capabilities and how we can meet your valve needs.
Related Posts
-

Essential Guide to Water Cut Off Valve Technology and Applications
-

Leading Valve Manufacturer Providing Precision Engineered Solutions
-

Understanding Valve Types and Practical Considerations for Industrial Applications
-

Essential Water Valve Shut Off Procedures for Infrastructure Reliability and Safety
